國(guó)標(biāo)美標(biāo)德標(biāo)螺栓研發(fā)與定制
緊固件定制加工源頭供貨
服務(wù)熱線
15831080756
15831080756
緊固件定制加工源頭供貨


聯(lián)系人:王經(jīng)理
電話:15831080756
郵箱:dxwj2008@foxmail.com
地址:邯鄲市永年區(qū)鐵西工業(yè)園區(qū)
產(chǎn)品參數(shù)
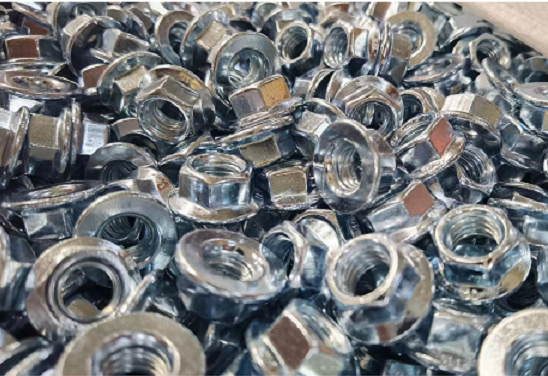
中文名稱:法蘭螺母 漢語(yǔ)拼音:fa lan luo mu
材質(zhì):A3低碳鋼 35K高速鋼線材 45#鋼 40CR 35Crmoa
硬度等級(jí): 4級(jí) 5級(jí) 6級(jí) 8級(jí) 10級(jí) 12級(jí)
表面處理:一般分為鍍彩鋅,鍍白鋅,鍍黑鋅三種,且一般為冷電鍍鋅!
主要規(guī)格:M5 M6 M8 M10 M12 M16 M20 (M20以上規(guī)格和M14 M18的法蘭螺母多不常用)
作用方式編輯
法蘭螺母和一般的六角螺母尺寸與螺紋規(guī)格基本相同,只不過(guò)比六角螺母相比,它是墊片和螺母是一體式的,而且在下面有防滑的齒紋,這樣增大了螺母與工件的表面積接觸,相比普通螺母加墊圈的組合,更加牢固和拉力更大。
一般常見(jiàn)的法蘭螺母規(guī)格大致都在M20以下,因?yàn)榇蟛糠址ㄌm螺母都是用在管道及法蘭盤(pán)上,所以受工件約束,法蘭螺母規(guī)格同螺母相比比較少一些。M20以上的一些法蘭螺母大多為平面法蘭,就是法蘭面上沒(méi)有齒紋,這些螺母大部分用在一些特殊設(shè)備和特殊地方,一般銷(xiāo)售廠家沒(méi)有現(xiàn)貨。
產(chǎn)品缺陷
由于法蘭螺母尺寸較小,形狀不規(guī)則、有的還需要螺紋配合,所以熱浸鍍鋅存在一些明顯的缺陷。
1、鍍后螺紋擰合困難。熱浸鍍鋅后余鋅粘留在螺紋中不容易去除干凈,而且鋅層厚薄不均勻,影響了螺紋件的配合。在GB/T13912—1992《金屬覆蓋層鋼鐵制品熱浸鍍鋅層技術(shù)要求》、GB/T2314—1997《電力金具通用技術(shù)要求》中規(guī)定;緊固件的外螺紋應(yīng)在熱浸鍍前按GB196標(biāo)準(zhǔn)規(guī)定加工或輾制,而內(nèi)螺紋可在熱浸鍍前或后進(jìn)行加工。但在實(shí)際應(yīng)用中客戶往往要求內(nèi)外螺紋均有鍍鋅層,故人們采用多種措施來(lái)解決螺紋配合件的熱浸鍍鋅問(wèn)題。如螺紋件鍍后的回攻;預(yù)留較大配合間隙;離心甩等方法。回攻容易破壞螺紋部分鍍層,甚至裸露鋼鐵基體,造成緊固件銹蝕。故意超范圍加大螺母孔徑或預(yù)留配合間隙,很容易降低配合強(qiáng)度,對(duì)于高強(qiáng)度配合這是不允許的。
2、熱浸鍍鋅操作溫度高,會(huì)降低高強(qiáng)度法蘭螺母的機(jī)械強(qiáng)度。8.8級(jí)螺栓經(jīng)熱浸鍍鋅后部分螺紋的強(qiáng)度低于標(biāo)準(zhǔn)要求;9.8級(jí)以上的螺栓經(jīng)熱浸鍍鋅后的強(qiáng)度基本上無(wú)法達(dá)到要求。
3、工作環(huán)境差,污染嚴(yán)重。緊固件熱浸鍍鋅過(guò)程是在高溫下進(jìn)行,溶劑烘干和待鍍工件浸鋅入池時(shí)會(huì)析出
法蘭螺母標(biāo)準(zhǔn)參數(shù)
法蘭螺母標(biāo)準(zhǔn)參數(shù)
強(qiáng)烈刺激性的氯化氫氣體;鋅池長(zhǎng)時(shí)間處于高溫下,鋅池表面產(chǎn)生鋅蒸氣,整個(gè)工作環(huán)境的氣氛惡劣。
緊固件熱浸鍍鋅雖然存在多種缺陷,但因?yàn)闊峤冧\的鍍層厚、結(jié)合強(qiáng)度好、長(zhǎng)期防腐效果佳。在電力、通訊、交通部門(mén)一直受到推崇。
隨著我國(guó)電力、交通的大發(fā)展,必將促進(jìn)法蘭螺母熱浸鋅的發(fā)展;所以研制自動(dòng)化離心甩設(shè)備,改進(jìn)緊固件熱浸鍍鋅工藝,提高緊固件熱浸鍍鋅鍍層質(zhì)量是十分重要的。
